
 Français
Français
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى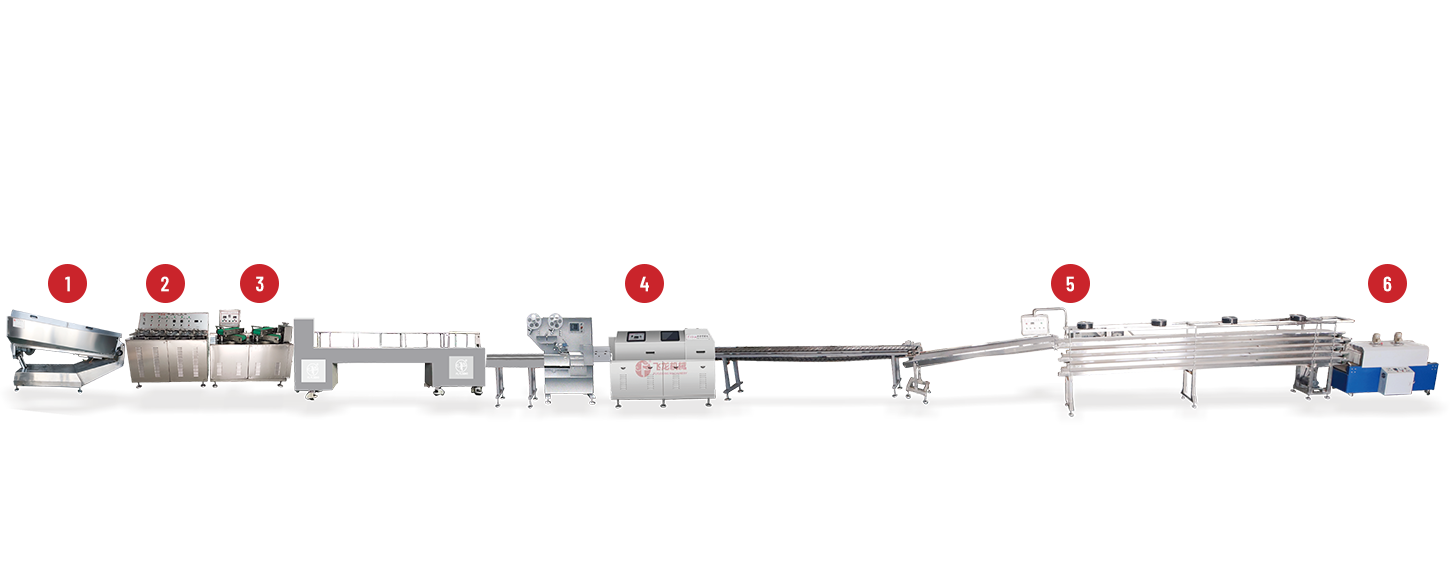
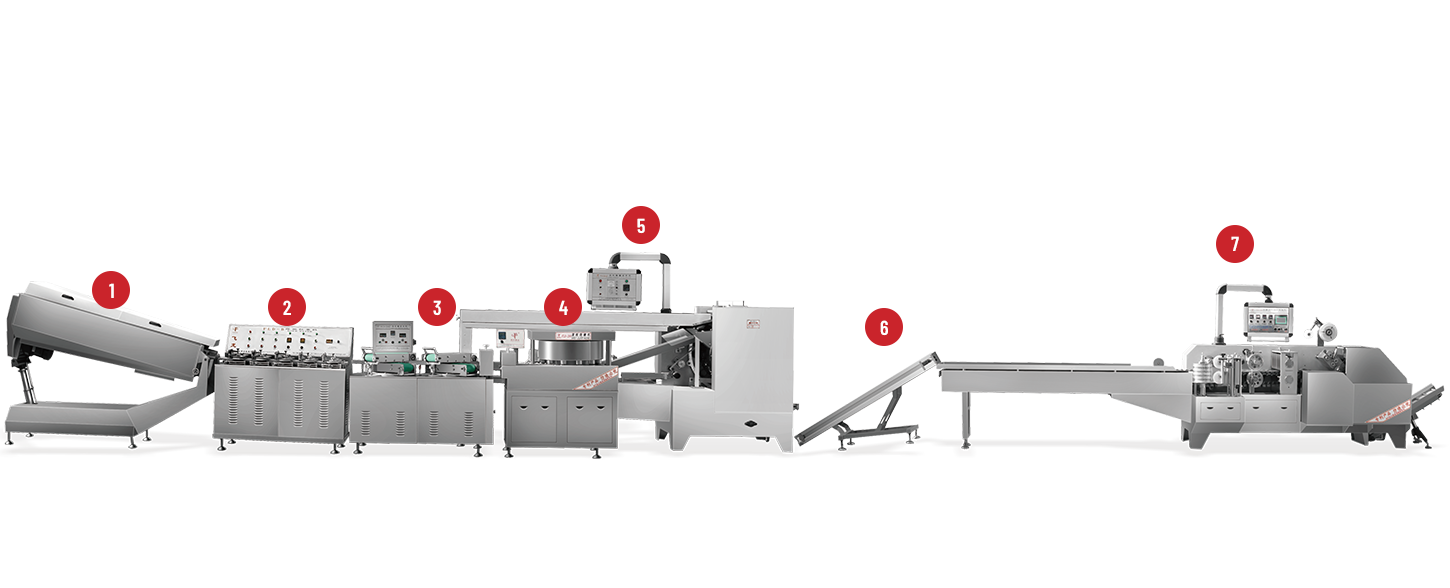
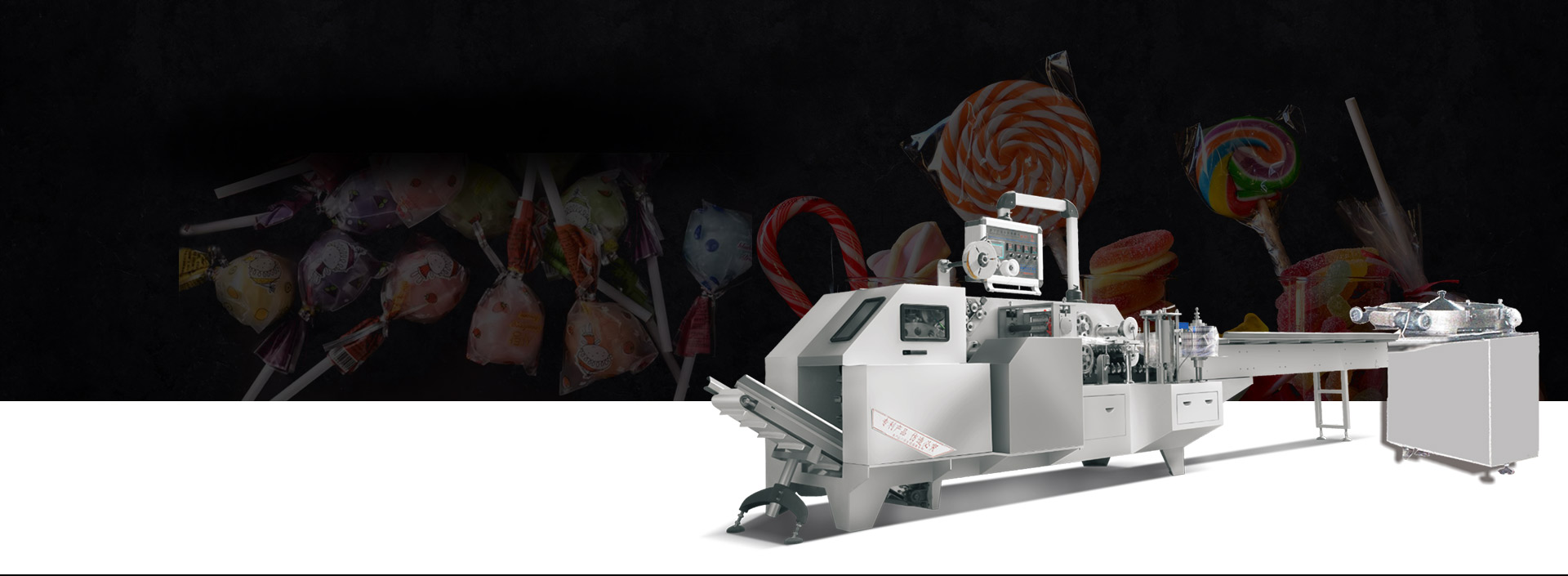




Un Ligne de production de sucettes en Chine semble généralement contrôlé à distance. Les machines fonctionnent en séquence. La matière avance pas à pas. Les produits finis sortent continuellement, presque à un rythme régulier.
A l’intérieur de l’atelier, le tableau est un peu moins lisse. De petites variations apparaissent lors de longues courses. Certains sont faciles à corriger. Certains répètent tranquillement sans arrêter la ligne. Au fil du temps, ces petits problèmes façonnent la stabilité de l’ensemble du système.
Ce qui suit est un examen plus approfondi des problèmes qui apparaissent souvent dans les environnements de production réels, non pas comme des pannes isolées, mais comme des modèles qui s'accumulent au cours des opérations quotidiennes.
Pourquoi le comportement du mélange de sucre change-t-il pendant la transformation ?
Dans de nombreuses gammes de sucettes, la première variation commence avec le mélange lui-même. Sur le papier, la recette reste la même. En pratique, le comportement change légèrement d’un lot à l’autre.
Les opérateurs remarquent souvent :
- le mélange épaissit à vitesse inégale
- la texture est légèrement différente lors de la manipulation
- le débit change après des cycles de chauffage répétés
- le refroidissement ne se comporte pas de la même manière à chaque exécution
Ces différences ne sont pas toujours dramatiques. La ligne fonctionne toujours. Mais la « sensation » du matériau change, et cela affecte chaque étape ultérieure.
Un small change in mixture behavior tends to echo through forming, shaping, and final appearance.
Qu’est-ce qui cause la variation de forme lors de la formation d’une sucette ?
C’est dans la formation que les premières différences deviennent visibles. Lorsque les conditions sont stables, les produits semblent uniformes. Lorsque de petits changements apparaissent, des variations commencent à apparaître.
Dans la production réelle, l'incohérence de forme apparaît souvent comme ceci :
- certaines pièces sont légèrement plus rondes que d'autres
- les bords semblent inégaux lorsqu’ils sont placés côte à côte
- les moules ne se remplissent pas exactement de la même manière à chaque cycle
- les différences deviennent plus claires lors de longues courses continues
Ce qui est intéressant, c’est que ces problèmes proviennent rarement d’une seule cause. Il s’agit généralement d’une combinaison de temps d’écoulement, de l’état du moule et de petits changements de comportement en température ou en pression.
Une fois que la variation commence, elle a tendance à se répéter selon un modèle plutôt que selon une apparence aléatoire.
Pourquoi le démoulage devient-il parfois instable ?
Le démoulage semble simple, mais en pratique, il s’agit de l’une des parties les plus sensibles de la ligne.
Lorsque tout fonctionne bien, les produits se séparent proprement. Lorsque les conditions dérivent, le rejet devient moins prévisible.
Les situations courantes incluent :
- produits collant légèrement à l'intérieur des moules
- timing de libération inégal entre les cavités
- marques de surface après retrait
- accumulation de résidus au fil des cycles répétés
Cela ne commence pas toujours soudainement. Cela commence souvent par une petite résistance que les opérateurs remarquent lors de la manipulation. Avec le temps, cela devient plus fréquent.
Même une fine couche de résidus peut modifier la façon dont la surface interagit avec le moule.
Comment les changements de température affectent-ils discrètement le rythme de production ?
La température dans une ligne de production n’est jamais complètement stable. Même lorsque les systèmes sont contrôlés, de petites fluctuations se produisent toujours au fil du temps.
Ces changements peuvent influencer plusieurs étapes à la fois :
- le flux du mélange devient légèrement plus rapide ou plus lent
- la vitesse de formage semble moins équilibrée
- la finition de surface change subtilement entre les lots
- le comportement de refroidissement ne reste pas entièrement cohérent
Le défi est que la variation de température apparaît rarement seule. Il interagit avec le comportement du matériau et le timing, ce qui rend l'effet plus difficile à isoler.
Les opérateurs décrivent souvent cela comme un changement de « rythme » plutôt que comme un défaut technique évident.
Qu’est-ce qui conduit à un remplissage inégal d’un moule à l’autre ?
Un remplissage inégal est l’un de ces problèmes qui peuvent rester cachés jusqu’à ce que les produits soient comparés de près.
Dans le fonctionnement quotidien, cela peut apparaître comme suit :
- légères différences de taille ou de poids entre les cavités
- certains moules reçoivent plus de matière que d'autres
- variation augmentant lors de courses à vitesse plus élevée
- l'équilibre de remplissage change sur de longues périodes de production
La cause n’est généralement pas évidente. Cela peut provenir de la répartition du débit, d’un déséquilibre temporel ou de petits changements de résistance à l’intérieur du système.
Une fois que le remplissage inégal commence, il continue souvent selon le même schéma jusqu'à ce que les conditions soient ajustées.
Pourquoi la vitesse de production crée-t-elle des problèmes de stabilité ?
Les changements de vitesse sont courants dans les usines réelles. Les commandes changent, les horaires s'ajustent et les lignes sont réglées tout au long de la journée.
Mais lorsque la vitesse change, la stabilité peut également changer.
Unt higher speeds:
- le timing devient plus sensible
- le contrôle du débit a moins de marge d’ajustement
- les petits retards deviennent plus visibles
Unt lower speeds:
- le matériau peut se déposer différemment
- l'équilibre des températures peut changer
- le rythme devient moins continu
Le problème n’est pas la vitesse elle-même, mais l’ajustement entre les différents niveaux de fonctionnement. Les lignes qui restent à un rythme constant se comportent souvent de manière plus prévisible que celles qui changent fréquemment de vitesse.
Comment la coordination entre les machines affecte-t-elle la cohérence ?
Un lollipop line is not a single system. It is a chain of connected steps, and each step depends on the one before it.
Lorsque la coordination est fluide :
- les matières circulent sans attendre
- le timing entre les étapes semble naturel
- la sortie reste cohérente dans le temps
Lorsque la coordination change :
- une étape produit plus vite que la suivante ne peut le gérer
- une accumulation ou un retard temporaire apparaît
- petits déséquilibres répartis sur toute la ligne
Ces problèmes n’apparaissent souvent pas immédiatement. Ils apparaissent progressivement à mesure que les différences temporelles s’accumulent.
Les opérateurs les détectent généralement grâce au rythme du flux de travail plutôt que par mesure directe.
Quel rôle joue la variation matérielle dans les enjeux de production ?
Même lorsque les processus restent les mêmes, le comportement des matériaux peut encore légèrement changer. C’est l’une des sources de variation cachées les plus courantes.
En pratique, les différences liées au matériel peuvent inclure :
- changements dans la régularité du flux
- légères différences de texture après chauffage
- variation de la réponse au refroidissement
- aspect de surface incohérent
Ces changements sont subtils, mais ils affectent plusieurs étapes à la fois.
Étant donné que le matériau interagit avec la température, le timing et l’état de l’équipement, il est souvent difficile de le séparer des autres facteurs.
Comment se développent les petits changements mécaniques au fil du temps ?
Les systèmes mécaniques en fonctionnement continu ne restent pas complètement fixes. De petits changements apparaissent lentement à l’usage.
Unt first, nothing feels different. Output looks stable. The line runs normally.
Plus tard, des signes subtils commencent à apparaître :
- le mouvement devient légèrement moins fluide
- l'alignement n'est pas aussi cohérent qu'avant
- de petits ajustements sont nécessaires plus souvent
- une variation apparaît sur de longues périodes
Ces changements sont progressifs et non soudains. Ils se fondent souvent dans les variations normales de la production jusqu’à ce qu’un modèle plus clair émerge.
Cette lente évolution explique pourquoi l’observation à long terme est plus importante que l’inspection à court terme.
Que regardent habituellement les opérateurs pendant la production quotidienne ?
Dans les usines réelles, la surveillance est souvent basée sur l’expérience plutôt que sur des mesures complexes. Les opérateurs s'appuient sur des observations répétées pendant leur travail normal.
Ils font généralement attention à :
- si le débit est lisse ou légèrement irrégulier
- si la forme du produit reste cohérente
- avec quelle facilité les moules libèrent les produits
- si la ligne garde un rythme régulier
- si des ajustements sont nécessaires plus souvent que d’habitude
Un simple view of these points can be summarized like this:
| Unrea | Ce qui est remarqué | Ce qu'il suggère souvent |
|---|---|---|
| Comportement du flux | sortie douce ou irrégulière | changement de matériau ou de pression |
| Démoulage | séparation nette ou résistante | changement de surface ou de résidus |
| Cohérence de la forme | produits uniformes ou variés | déséquilibre de timing ou de remplissage |
| Réponse en température | comportement stable ou à la dérive | fluctuation de contrôle |
| Rythme de ligne | débit constant ou interrompu | problème de coordination |
Ces observations font partie du travail quotidien et non de tâches d'inspection distinctes.
Comment les petits problèmes influencent-ils la production globale ?
La plupart des problèmes survenant dans les chaînes de production de sucettes n’apparaissent pas comme des pannes majeures. Ils commencent petit et répètent tranquillement.
Un slight change in flow. A small difference in shape. A minor delay in timing.
Individuellement, ces éléments peuvent ne pas sembler importants. Mais au fil du temps, ils affectent :
- cohérence entre les produits
- fluidité du flux de production
- quantité d'ajustement nécessaire pendant le fonctionnement
- stabilité des longues séries de production
L'effet est cumulatif. De petites variations remodèlent lentement le comportement de l’ensemble de la ligne pendant une production continue.
En fonctionnement réel, la stabilité n'est pas définie par l'absence de problèmes, mais par la manière dont les petites variations sont gérées au fur et à mesure qu'elles apparaissent.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Accueil
Accueil