
 Français
Français
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى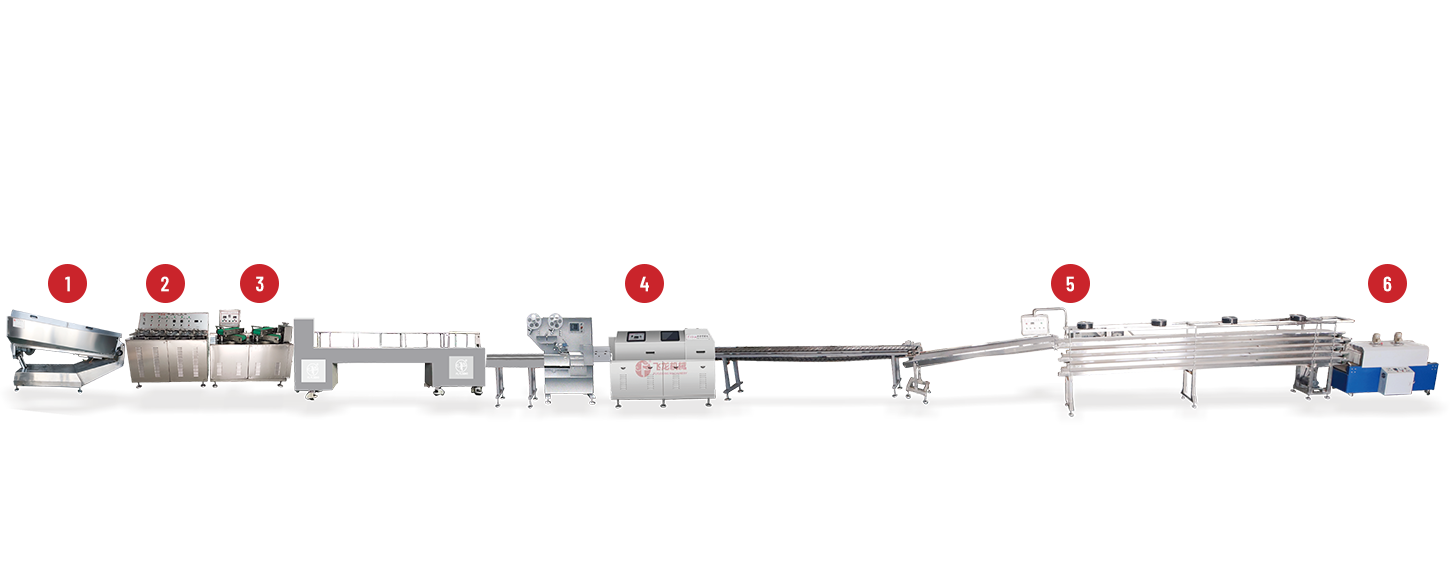
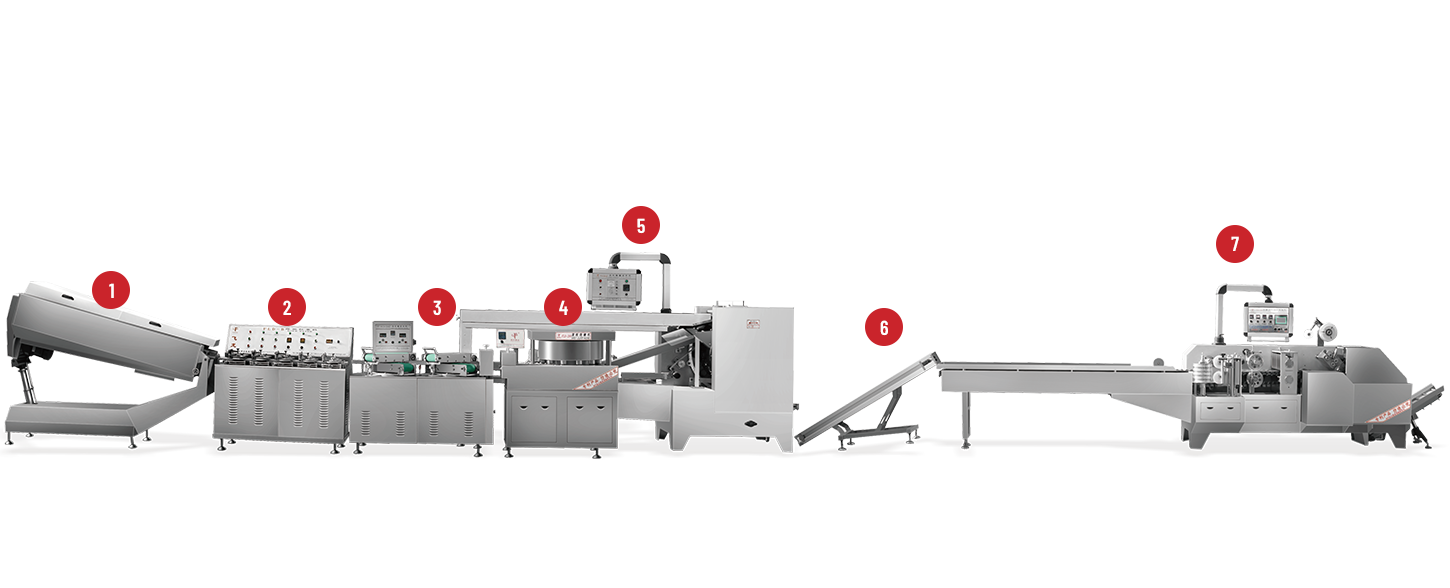




Dans un Machine de ligne de production de sucettes , la température est toujours présente en arrière-plan. Ce n’est pas quelque chose qui fonctionne de manière isolée. Il se déroule silencieusement tout au long du processus, depuis le moment où le matériau est préparé jusqu'au point où la forme finale est formée et refroidie.
En apparence, la chaîne de production peut sembler stable. Les machines continuent de bouger. La matière avance. Les produits sortent dans l'ordre. Mais à l’intérieur de ce flux, la température influence constamment le comportement de chaque étape. Même de petits changements peuvent lentement modifier le rythme de la ligne entière.
Ce qui compte dans le fonctionnement quotidien n'est pas seulement la température cible, mais aussi sa stabilité pendant le fonctionnement de la ligne.
Pourquoi le comportement des matériaux réagit-il si rapidement aux changements de température ?
Dans la production de bonbons, le matériau ne se comporte pas de manière fixe. Il réagit à la chaleur et au refroidissement en temps réel. Cette réaction est continue et non occasionnelle.
Lorsque la température semble équilibrée :
- le matériau se déplace de manière prévisible
- le formage reste fluide au fil des cycles répétés
- chaque lot se comporte de manière proche du précédent
Lorsque la température dérive légèrement :
- le flux commence à sembler plus lourd ou plus léger sans avertissement
- la formation devient moins uniforme avec le temps
- de petites différences apparaissent entre les lots
Ces changements sont souvent subtils au début. Un seul lot semble toujours normal. La différence n'apparaît qu'après plusieurs cycles, lorsque la comparaison devient plus facile.
Comment la variation de température influence-t-elle le traitement précoce ?
C’est par chauffage que le matériau prend forme. Toute instabilité ici a tendance à se propager à des étapes ultérieures.
En production réelle, un chauffage inégal peut se manifester par :
- ramollissement du matériau à des vitesses légèrement différentes
- la texture change au fil du temps de préparation
- préparation incohérente avant le début du formage
- petites différences entre les sorties précoces et ultérieures
Ce qui rend cela difficile, c’est que la ligne continue généralement de fonctionner. Rien ne s'arrête. Mais l’état interne du matériau n’est plus totalement uniforme.
Une fois que ce déséquilibre apparaît, les étapes ultérieures doivent souvent travailler avec lui, qu'il soit visible ou non.
Qu'est-ce qui change lorsque le refroidissement n'est pas complètement stable ?
Le refroidissement est l'endroit où la forme finale se fixe. Pour cette raison, toute variation a tendance à rester dans le produit.
Lorsque le refroidissement est stable :
- les formes restent cohérentes sur de longues séries
- les surfaces se stabilisent uniformément
- le démoulage est doux
Lorsque le refroidissement change :
- la texture de la surface peut varier légèrement
- certains produits semblent différents même s'ils se ressemblent
- le comportement de libération devient moins prévisible
- les différences entre les lots deviennent plus faciles à remarquer
La variation du refroidissement se manifeste souvent progressivement. Il s'agit rarement d'un changement soudain. Au lieu de cela, cela devient visible lorsque les produits sont comparés au fil du temps.
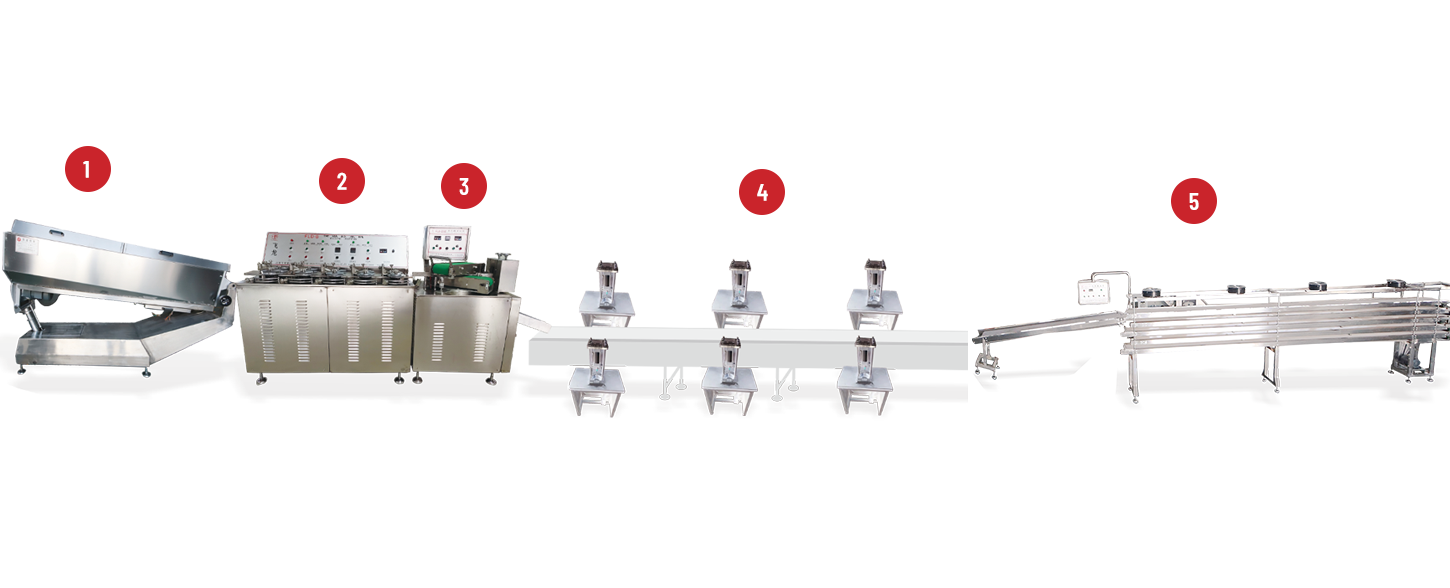
Comment la température affecte-t-elle le comportement de formage sur la ligne ?
Le formage est l'un des points sensibles de tout le processus. À ce stade, le matériau est encore réactif et de petits changements environnementaux peuvent influencer la forme finale.
Lorsque les conditions sont stables :
- les moules se remplissent uniformément
- les formes restent stables à travers les cycles
- la sortie semble cohérente pendant les longues courses
Lorsque la température change :
- le remplissage peut devenir légèrement irrégulier
- les bords peuvent perdre de leur clarté avec le temps
- des différences de forme apparaissent entre les cavités
la variation augmente pendant la production continue
Ces changements ne sont souvent pas remarqués immédiatement. Ils apparaissent lentement, surtout lors de longues périodes d'exploitation.
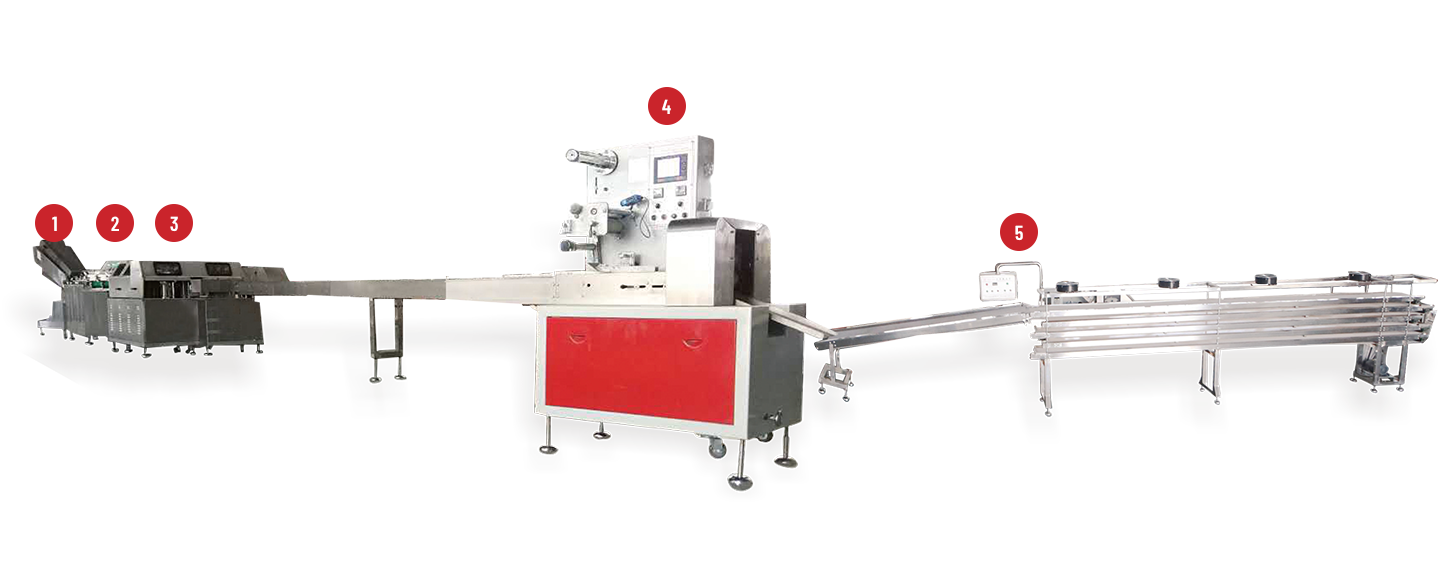
Pourquoi le rythme de production change-t-il avec les mouvements de température ?
Une ligne de production dépend du rythme. Chaque étape en suit une autre dans un cycle répété. La température joue un rôle discret en maintenant ce rythme stable.
Lorsque la température reste stable :
- les matières circulent à un rythme constant
- les étapes de la machine restent alignées
- la sortie semble continue et prévisible
Lorsque la température fluctue :
- le timing entre les étapes peut légèrement dériver
- la vitesse d'écoulement semble moins uniforme
- la coordination entre les machines devient moins fluide
L'effet n'est pas toujours visible comme un défaut. Il s’agit plutôt d’un changement de timing que les opérateurs commencent à ressentir pendant le fonctionnement.
Comment de petits changements de température se traduisent-ils par des variations plus importantes ?
Un petit changement ne crée généralement pas de problème visible. Mais les chaînes de production fonctionnent sur de longues périodes et de petites différences se répètent plusieurs fois.
Au fil du temps, cela peut aboutir à :
- changement progressif de la forme du produit
- légères différences dans l'aspect de la surface
- variation entre les lots précoces et tardifs
- besoin plus fréquent de petits ajustements
Le point important est l’accumulation. Chaque changement est suffisamment petit pour être ignoré en soi. Ensemble, ils remodèlent lentement le comportement de sortie.
C'est pourquoi les longs tirages montrent souvent des différences qui ne sont pas visibles lors de contrôles courts.
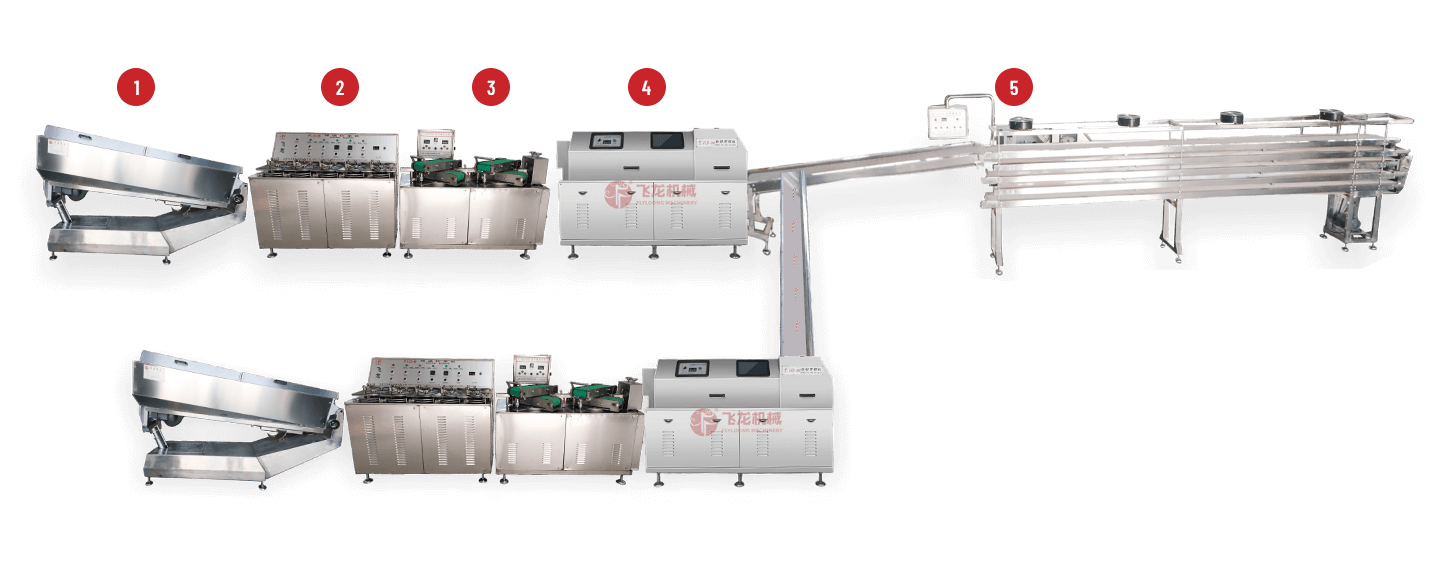
Comment la température influence-t-elle la coordination entre les étapes de la machine ?
Une ligne de production de sucettes n’est pas une unité unique. Il s'agit d'une chaîne d'étapes connectées travaillant en séquence. La température affecte la façon dont chaque étape reçoit et laisse passer le matériau.
Lorsque la température est stable :
- chaque étape reçoit le matériel dans un état cohérent
- les transitions entre les machines sont fluides
- le timing reste naturellement aligné
Lorsque la température est instable :
- une étape peut traiter le matériau différemment que prévu
- de petits écarts de timing commencent à apparaître
- la coordination devient moins prévisible avec le temps
Ces changements n’arrêtent généralement pas la production. Au lieu de cela, ils réduisent lentement la cohérence sur toute la ligne.
Quel impact la température a-t-elle sur l’apparence de la surface ?
L’état de la surface est souvent celui où l’influence de la température devient la plus facile à percevoir.
Même lorsque la structure semble correcte, des différences de surface peuvent apparaître :
- légère brillance inégale sur les produits finis
- petites variations de douceur
- marques subtiles qui apparaissent sous la lumière
- différences de finition entre les lots
Ces effets proviennent de la façon dont le matériau se dépose pendant le refroidissement et le formage. Si la température n’est pas stable, la surface reflète ce déséquilibre.
Dans de nombreux cas, le changement de surface est le signe visible d’une dérive dans le système.
Pourquoi les longs cycles de production rendent-ils les effets de la température plus visibles ?
Les courts tirages peuvent ne pas révéler grand-chose. Les conditions n’ont pas suffisamment de temps pour dériver de manière significative. Mais les longs cycles de production racontent une autre histoire.
Pendant un fonctionnement prolongé :
- l'équilibre thermique peut changer lentement
- la réponse au refroidissement peut devenir moins uniforme
- le comportement du matériau peut dériver avec le temps
- les petites différences deviennent plus faciles à remarquer
Les opérateurs constatent souvent que les résultats précoces semblent plus cohérents que les résultats ultérieurs au cours de la même exécution. Ceci est généralement lié à une variation progressive de la température plutôt qu’à une défaillance mécanique.
Plus la course est longue, plus le motif devient visible.
Quel est le lien entre le contrôle de la température et la cohérence du produit ?
La cohérence est étroitement liée à la stabilité de la température tout au long de la production.
Lorsque la température est stable :
- le débit reste prévisible
- la formation reste uniforme
- la qualité de la surface reste stable d'un lot à l'autre
Lorsque la température varie :
- les différences de forme deviennent plus fréquentes
- l'apparence de la surface change légèrement entre les passes
- la production globale semble moins uniforme
Une simple comparaison permet de montrer la différence :
| Zone | Température stable | Température variable |
|---|---|---|
| Comportement du flux | lisse et stable | inégal et changeant |
| Formage | forme cohérente | légère variation |
| Refroidissement | réglage uniforme | finition irrégulière |
| Surface | même l'apparence | différences visibles |
| Rythme | timing stable | coordination à la dérive |
Ces changements apparaissent souvent lentement, et non d’un seul coup.
Comment les opérateurs remarquent-ils généralement l’influence de la température ?
Dans les environnements d'usine réels, les effets de la température sont souvent observés par l'expérience plutôt que par la seule mesure.
Les opérateurs peuvent observer :
- matériau se comportant différemment au cours du même processus
- petits changements dans le comportement de formage au fil du temps
- variation entre les lots sous des paramètres identiques
- changements de rythme de la machine lors d'un fonctionnement prolongé
Les ajustements sont généralement pratiques et progressifs :
- surveiller le comportement de plus près pendant les courses
- faire de petites corrections de timing si nécessaire
- vérifier la cohérence entre les lots
- prêter attention aux changements dans la sensation de flux
Ces réactions proviennent d’une exposition répétée au processus plutôt que d’événements isolés.
Qu’est-ce qui fait du contrôle de la température un facteur continu dans la production ?
La température n’est pas quelque chose qui peut être réglé une fois et ignoré. Il reste actif tout au long du cycle de production.
C'est parce que :
- le matériau réagit constamment à la chaleur et au refroidissement
- les conditions environnementales changent pendant le fonctionnement
- les longs tirages amplifient les petites différences
- plusieurs étapes dépendent d'un comportement stable en température
Même lorsque le système semble stable, de petits changements peuvent encore se produire en arrière-plan.
C'est pourquoi le contrôle de la température consiste moins à un réglage unique qu'à une attention continue pendant le flux de production.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Accueil
Accueil