
 Français
Français
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى




Bienvenue pour continuer la lecture Comment les machines à sucettes créent-elles différentes formes de sucettes
Tableau récapitulatif comparatif
Vous trouverez ci-dessous une vue consolidée comparant les quatre méthodes sur des aspects clés :
| Méthode | Niveau de détail | Vitesse de production (unités/heure) | Vitesse de changement | Taille idéale de la course | Matériau de moule typique |
|---|---|---|---|---|---|
| Statique (gravité) | Modéré | ≈ 300 | (<2 min/assiette) | Petit → Moyen (< 10 000/semaine) | Aluminium, Silicone |
| Rotatif (Carrousel) | Très élevé | ≈ 1 000 | (5 à 10 minutes) | Moyen → Grand (10 000 à 50 000/semaine) | Aluminium anodisé dur |
| Compression (piston) | Modéré | ≈ 200 | (sensible à l'alignement) | Petit → Moyen (< 10 000/semaine) | Acier trempé, aluminium |
| Injection (industrielle) | Extrêmement élevé | ≈ 3 000 | (Heures) | Très Grand (> 50 000/semaine) | Acier à outils (H13), acier P20 |
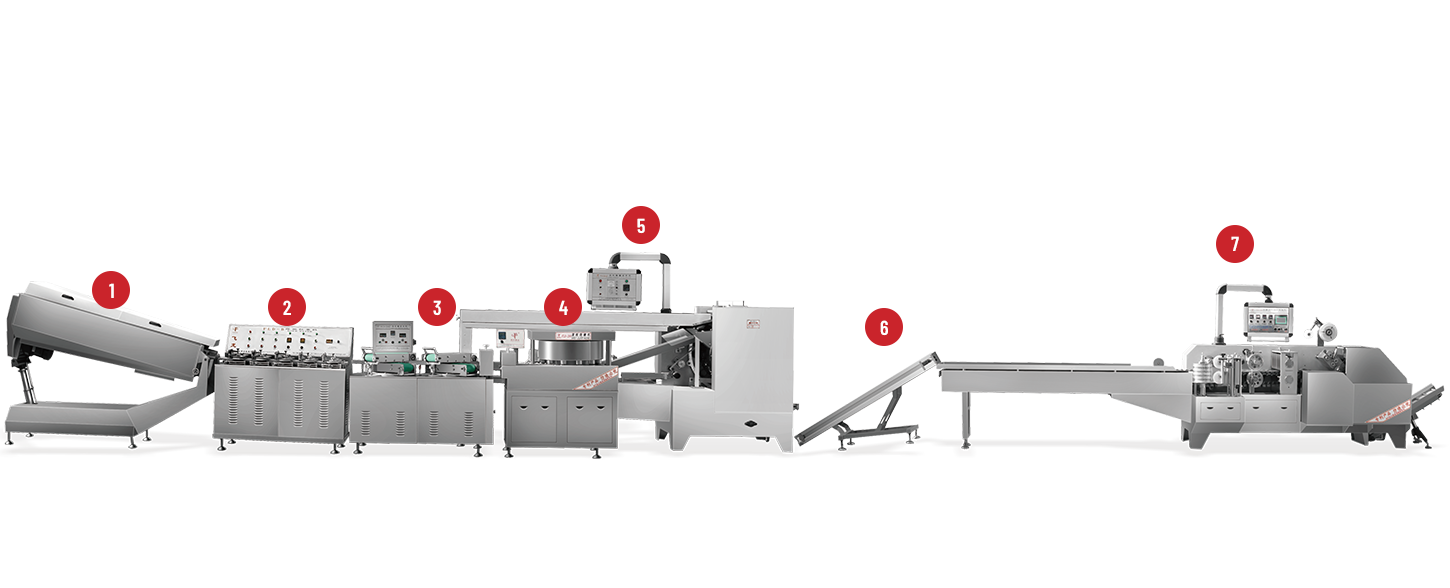
Concevoir une nouvelle forme : flux de travail étape par étape
Quelle que soit la méthode, la création d'une nouvelle forme de sucette suit cette progression générale :
Concept et croquis
Réfléchissez à la forme, à la taille et aux éléments de marque souhaités.
Tenez compte des contraintes physiques (les sections minces peuvent se briser ; les cavités profondes risquent de créer des poches d'air).
Modélisation 3D (CAO)
Créez un modèle numérique (SolidWorks, Fusion 360 ou AutoCAD).
Ajoutez un angle de dépouille (1 à 3°) et précisez où le bâton sera inséré (généralement un bossage central).
Moule prototype
Pour des preuves de concept rapides, utilisez un moule imprimé en 3D (résine alimentaire) ou en silicone.
Vérifier le bon comportement de remplissage (pas d'air emprisonné, épaisseur de paroi constante).
Fabrication finale du moule
Fraisage CNC (aluminium/acier) : Commun pour les plateaux statiques ou rotatifs.
EDM (usinage par électroérosion) : Nécessaire pour une précision extrême : petits logos ou reliefs profonds.
Construction de moules en plusieurs parties : Glissières latérales, inserts ou noyaux pliables pour les contre-dépouilles.
Intégration de machines et réglage des paramètres
Fixez le moule au plateau, au carrousel ou à la station de compression de la machine.
Ajuster:
Température du sucre (°C/°F)
Pression/vitesse de remplissage (pour buses d'injection ou rotatives)
Temps/débit de refroidissement
Synchronisation de l'éjecteur
Exécutions de tests
Produisez un petit lot (des dizaines) pour vérifier la fidélité de la forme, l’épaisseur de la paroi et l’alignement du bâton.
Inspecter les défauts :
Bulles d'air autour des détails fins
Flash ou bavures le long des bords
Profondeur de bâton incohérente (doit être centrée et sécurisée)
Approbation du premier article
Mesurez les dimensions critiques avec un pied à coulisse (tolérance typique de ± 0,5 mm).
Effectuez un test de traction sur le bâton (assurez-vous qu'il ne sort pas sous une force modérée).
Effectuer une évaluation de la qualité (aspect, cohérence des couleurs).
Production à grande échelle
Surveiller le taux de rejet (idéal : < 1 %).
Planifiez un nettoyage régulier des moules (toutes les 2 à 4 heures pour les cycles à volume élevé).
Prévoir une remise à neuf du moule tous les 50 000 à 100 000 cycles (repolisser ou réusiner les surfaces si une usure apparaît).
Exemples de formes typiques et méthodes recommandées
| Forme | Méthode | Raisonnement/Notes |
|---|---|---|
| Rond/Disque Classique | Statique ou Rotatif | Cavité hémisphérique simple ou disque peu profond. La statique est la solution la plus simple ; le rotatif est utile si volume > 5 000/semaine. |
| Coeur, étoile, fleur | Statique ou Rotatif | Modéré detail (draft angles sufficient). Rotary achieves faster cycles once demand is high. |
| Logo d'entreprise (relief plat) | Compression ou injection | La compression donne un relief net et peu profond à faible volume ; injection nécessaire pour des milliers de personnes multicolores. |
| Personnage/Figurine de dessin animé | Rotatif ou Injection | Les caractéristiques de contre-dépouille nécessitent des noyaux latéraux – rotatifs avec inserts coulissants ou moules d'injection multi-coulisses. |
| Figurine animal/plastique modèle 3D | Injection | Forme 3D complexe avec des contre-dépouilles profondes et des détails latéraux ; Noyaux coulissants ou noyau pliable du moule à injection. |
Comparaison visuelle : graphique de vitesse de production
Ci-dessus, vous avez vu un graphique à barres comparant les vitesses de production approximatives des quatre méthodes :
Statique (Gravity-Fill) : ~ 300 unités/heure
Rotatif (Carrousel) : ~ 1 000 unités/heure
Compression (Plongeur) : ~ 200 unités/heure
Injection (Industrielle) : ~ 3 000 unités/heure
Cela permet d'illustrer pourquoi, pour les très grandes séries ou les conceptions très détaillées, les systèmes rotatifs ou à injection sont privilégiés, alors que les petites entreprises ou les artisans saisonniers choisissent souvent des configurations statiques ou à compression.
Points clés à retenir
Choisissez la méthode par volume et détail :
Petites commandes simples → Moulage statique (coût le plus bas, changement rapide).
Volumes moyens avec détails modérés → Rotomoulage (bon équilibre entre vitesse et détail).
Logos plats ou pops en fines couches → Moulage par compression (épaisseur précise, relief net).
Très grandes séries ou formes très complexes/colorées → Moulage par injection (débit le plus élevé, capacités multicouches).
Les angles de dépouille et l'éjection sont cruciaux :
Concevez toujours des moules légèrement coniques pour que les bonbons se détachent proprement.
Incorporez des broches d'éjection fiables, des bâtons à ressort ou des glissières latérales pour les zones en contre-dépouille.
La sélection des matériaux est importante :
Moules en aluminium/acier → Refroidissement plus rapide, durée de vie plus longue, idéal pour les gros volumes.
Moules en silicone ou imprimés en 3D → Idéal pour le prototypage rapide ou des séries très limitées mais un débit plus lent.
Entretenir et inspecter régulièrement :
Nettoyez les résidus de sucre toutes les quelques heures pour éviter toute accumulation (« retours de flamme »).
Vérifiez l'usure des moules (rouille, rayures) après des dizaines de milliers de cycles, et réusinez ou remplacez si nécessaire.
Équilibrer coût et flexibilité :
Les presses statiques et à compression coûtent moins cher mais ont un débit et un niveau de détail inférieurs.
Les moules rotatifs et par injection nécessitent un capital plus élevé mais s'avèrent rentables lorsque le volume ou la complexité de la marque augmentent.
En gardant ces principes et comparaisons de méthodes à l'esprit, les fabricants, qu'il s'agisse de fabricants de bonbons en petits lots ou de grandes usines de confiserie, peuvent décider de la meilleure façon de produire des sucettes accrocheuses et parfaitement formées pour toute occasion.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Accueil
Accueil